Sensitive Packaging Compliance
Design Packaging with Certainty
The Importance of a Migration Risk Assessment and Implications on Packaging Design
Where the design, production, storage or use of packaging includes a risk of transfer of substances from printing inks and consumables into the packaged product, there is a need to make a risk assessment and address potential issues so that the packaging will meet the legal requirements not to transfer components to the contents in quantities which could cause harm or affect their properties.


Consider Potential Migration of Packaging Components at the Conception of the Package and Product Design
Within good manufacturing practices, all the stakeholders in the production and distribution of packaging need to communicate with each other to ensure the packaging complies with relevant regulations and ultimately to ensure consumer safety. This includes all elements of the materials, specifications, and traceability, as well as what is to be packed and how. When printing primary non-barrier packaging, migration compliant inks, coatings and other consumables should be used. (Explore many of the frequently asked questions customers have about migration compliance.)
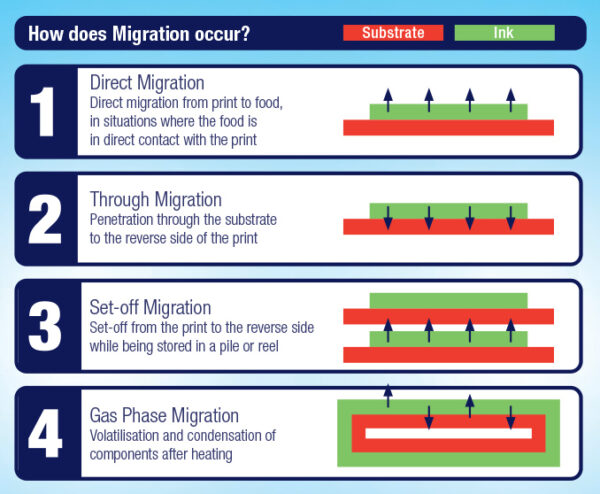
Printed food packaging should be designed and printed to control potential sources of migration, which can include:
- contamination during print production and print handling
- set-off migration in stacks and reels
- storage, transport and consumer end use
The selection of materials and especially their barrier properties also need careful consideration.
 Packaging Design Considerations
Packaging Design Considerations
Substrates
The substrate constitutes the majority (up to 90% or more) of most finished packages. The consequence of this is that the substrate plays a key role in both the sensory performance of the package and migration risk.
Folding Carton Packaging
In general terms, for carton board-based packaging or food ‘pure’ cellulose-based board, “solid bleached sulphate board” (SBS, SBB, GZ type) is usually preferred to those containing ground-wood or some recycled material content such as “folding boxboard (GC)” or “white lined chipboard” (GD, GT). In either case, the substrate supplier should be consulted for recommendations of appropriate grades for the specific application in question.
Where multiple layers are present in the final package design, as is often the case in carton packaging, and the inner unprinted layer is determined to have limited or no barrier properties, then migration compliant inks and coatings should be used for the outer carton packaging with the migration performance verified by migration testing.
Flexible Packaging
In most types of flexible packaging for food, it is normally necessary to use migration compliant inks and coatings and conduct migration testing. Even if the film being printed is a good barrier, set-off migration may still occur in the printed reel or at other stages prior to packaging the food.
Consideration should also be given to lamination structures where the sealable food contact layer may be a poor barrier material, and the adhesives used may impact positively or negatively to the migration characteristics. Heat seal layers in lidding applications can also strongly and adversely affect set-off migration, even on barrier substrates such as aluminum foil. Learn about the additional requirements for packaging subjected to elevated temperatures.
In filmic packaging, food contact materials should normally be used and suppliers guidance sought based on the application.
Label Packaging
In label printing, the choice of inks and coatings will depend on the package onto which the label is applied. If the primary package is an absolute or functional barrier, then standard inks and coatings may be suitable. If the primary package is a poor barrier, then migration compliant inks and coatings will normally be required, as well as migration testing.
Due to the close contact between the ink and reverse printed sleeves, as well as the high ink film weights often used on sleeves, such as opaque whites, particular attention should be paid to the risk assessment.
In label printing, supplier recommendations should be sought regarding the specific application and adhesive uses in pressure sensitive label substrates.
Ink Coverage and Film Weight
Consideration should be given to the surface area of the packaging in relation to the weight and surface area of the food, which may increase or decrease the potential for migration and be more or less favorable in practice compared to the standard models (e.g. 600cm2 packaging for 1kg of food).
Equally, while the average filmweight of ink on a package is normally very low (of the order of 1-3 g/m2), in some cases it may be much higher such as when printing full coverage of opaque white with subsequent overprinting or when applying coatings. In screen, flexo or gravure printing, applied film weight is normally higher than offset. While inks and coatings for compliant food and sensitive packaging are adapted for the print process, they may not achieve compliance in extreme cases and package and print area design will need to be carefully considered.
High ink film weight can also adversely affect the drying process (drying by evaporation, penetration or energy (UV/EB) curing), which can then lead to higher than expected ink component migration. UV curing, for example, requires more curing energy for high density black, blue and dark colors than light colors and migration can be significantly impacted if high film weights of those colors are not cured effectively. This may also need to be taken into account during print production as UV dose is directly related to press speed.
Discover the Sun Chemical migration compliant inks that we offer.
Ink Set-off and Set-off Migration
Migration risk can be accentuated by set-off, the physical and often visible transfer of ink between the front printed side and reverse side within printed stacks or reels, and by set-off migration, the invisible transfer of ink components.
These effects need to be managed and controlled through pressroom processes and packaging design to minimize set-off where the packed food is in close proximity or in contact with the packaged food. The use of a coating or overprint varnish will not normally prevent set-off migration.
Reverse Side Decoration
Reverse side printing on the ‘non-printing’ side of the substrate must be avoided if there is no migration barrier between the print and the packaged food. The reverse side may also be more absorbent, causing low viscosity/molecular weight materials to be absorbed during printing, presenting a significantly elevated risk of migration in the final package. In most cases this is also undesirable on technical grounds as the reverse side of many folding carton substrates and films are uncoated/untreated and not intended as a printing surface.
If reverse side printing is still required because there is no migration barrier and direct food contact is possible, even if transitory, direct food contact inks should be used.
Resources
Request Information
Request